中国地区服务热线

中国地区服务热线
| 转速 | n=Vc.1000/II.D | (min-1) |
| 切削速度 | Vc=n.II.D/1000 | (m/min) |
| 进给速度 | Vf=n.z.f | (mm/min) |
| 每刃进给量 | f=Vf/n.z | (mm/刃) |
| 金属切除率 | Q=ap.ae.vf/1000 | (cm³/min) |
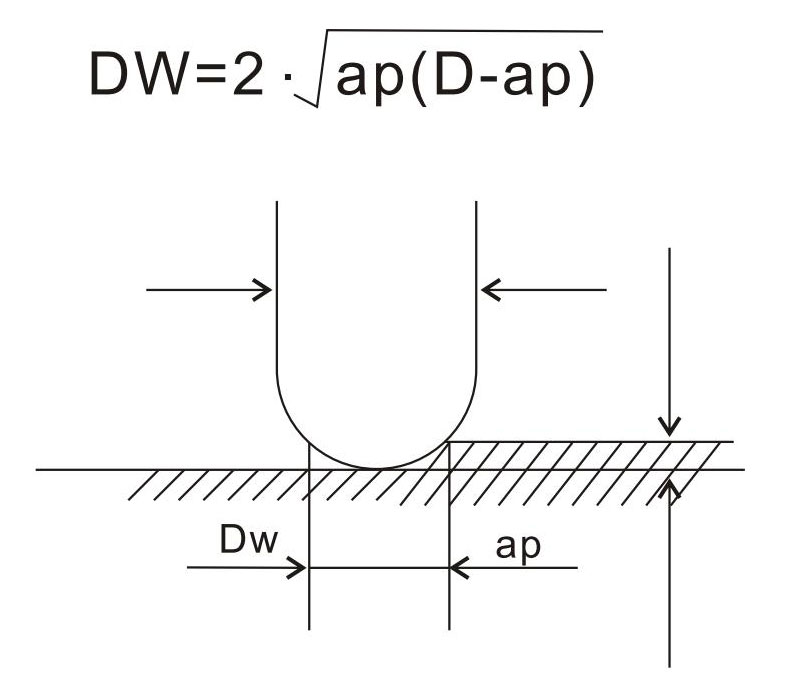
| 用于仿形铣削的切削速度与转速 | ||
| VC=n.r.dw/1000 | (m/min) | |
| n=Vc.1000/r.Dw | (min-1) | |
如果悬伸长度大于4D,则使用下列公式计算新的ap值。
ap(新)=ap(样本)X(4XD/新的悬伸长度)²
| VC=切削速度 | m/min |
| D=刀具直径 | mm |
| n=转速 | min-1 |
| r=圆周率3.14 | |
| Vf=进给速度 | mm/min |
| Z=刃数 | |
| f=每刃进给 | mm/刃 |
| Q=金属切除率 | cm³/min |
| aP=切削深度/轴向切削深度 | mm |
| ae=切削宽度/径向切削深度 | mm |
| Dw=工作直径 | mm |
订购:p98 铣削计算和公式






